Optimise Production & Operations
Transform Manufacturing into a Self-Optimising Engine
Self-Optimising Manufacturing That Predicts and Prevents Problems
Production and Operations converts raw materials into finished products efficiently and safely. This capability manages manufacturing processes, quality control, maintenance, and resource optimisation. Operational excellence requires perfect balance of cost, quality, speed, and safety.
AI transforms production from reactive firefighting into predictive optimisation that maximises uptime, quality, and efficiency.
These transformative scenarios demonstrate how digibus.ai guides you to transform manufacturing through predictive maintenance, intelligent quality control, and autonomous optimisation—enabling you to minimise downtime while maximising quality accuracy.






Ready to Achieve Manufacturing Excellence Through AI?
Imagine operations that self-optimise, predict problems before they happen, and deliver consistent quality at peak efficiency. That's not the future—that's what digibus.ai delivers today.
Operational Excellence Delivered?
Reduction in Downtime: Predictive maintenance that prevents failures
Quality Accuracy: AI vision that catches what human eyes miss
Cost Savings: Smart optimisation across all operations
Your Manufacturing Advantage:
Autonomous systems that run themselves
Predictive insights that prevent costly disruptions
Quality control that approaches perfection
Energy optimisation that cuts costs and emissions
Turn your Plant into a Performance Powerhouse
AI-Powered Predictive Maintenance
Intelligent equipment monitoring and failure prediction to optimise maintenance schedules and maximise asset uptime through continuous analysis of equipment health using IoT sensors and machine learning algorithms.
CHALLENGE WITHOUT AI
Traditional maintenance approaches rely on fixed schedules or reactive responses to equipment failures, resulting in unexpected breakdowns that cause costly unplanned downtime, emergency repairs, and production disruptions.
AI SOLUTION OPPORTUNITY
AI analyses real-time sensor data including vibration, temperature, pressure, and performance metrics to identify patterns indicating potential equipment failures whilst machine learning models process historical maintenance data.
IMPACTED CAPABILITIES
Asset Management and Maintenance, Production Planning and Scheduling, Quality Assurance and Control, Resource Optimisation and Allocation, Risk Management and Compliance capabilities are enhanced through predictive insights.
TANGIBLE BUSINESS BENEFITS
Downtime reduction: Reduction in unplanned downtime, increase in asset productivity, and lower maintenance costs whilst extended equipment lifespan improves overall operational efficiency.
Cost optimisation: Improved spare parts inventory management, enhanced safety through proactive risk identification, and reduced emergency repair expenses through preventive maintenance strategies.
ROI achievement: ROI within months through decreased downtime costs and optimised maintenance spending whilst improved reliability enables better production planning and resource allocation.

AI-Driven Quality Control and Inspection
Automated real-time quality monitoring and defect detection using computer vision and machine learning for consistent product excellence with continuous inspection at production speed.
CHALLENGE WITHOUT AI
Manual quality inspection is slow, inconsistent, and prone to human error whilst visual defects and subtle quality issues often go undetected until products reach customers.
AI SOLUTION OPPORTUNITY
Computer vision systems equipped with AI algorithms continuously monitor production lines, analysing images and sensor data to detect quality issues in real-time whilst learning from historical patterns.
IMPACTED CAPABILITIES
Quality Assurance and Control, Production Process Management, Product Lifecycle Management, Customer Satisfaction and Retention, Regulatory Compliance and Standards capabilities benefit from automated quality monitoring.
TANGIBLE BUSINESS BENEFITS
Quality improvement: Defect detection accuracy, reduction in inspection costs, and decrease in scrap and rework rates whilst consistent product quality reduces customer complaints and returns.
Efficiency gains: Faster time-to-market for new products, improved regulatory compliance, and enhanced brand reputation through superior quality management and consistent excellence.
Performance enhancement: Improvement in first-pass yield and reduction in warranty claims whilst automated quality systems enable better resource allocation and strategic planning.

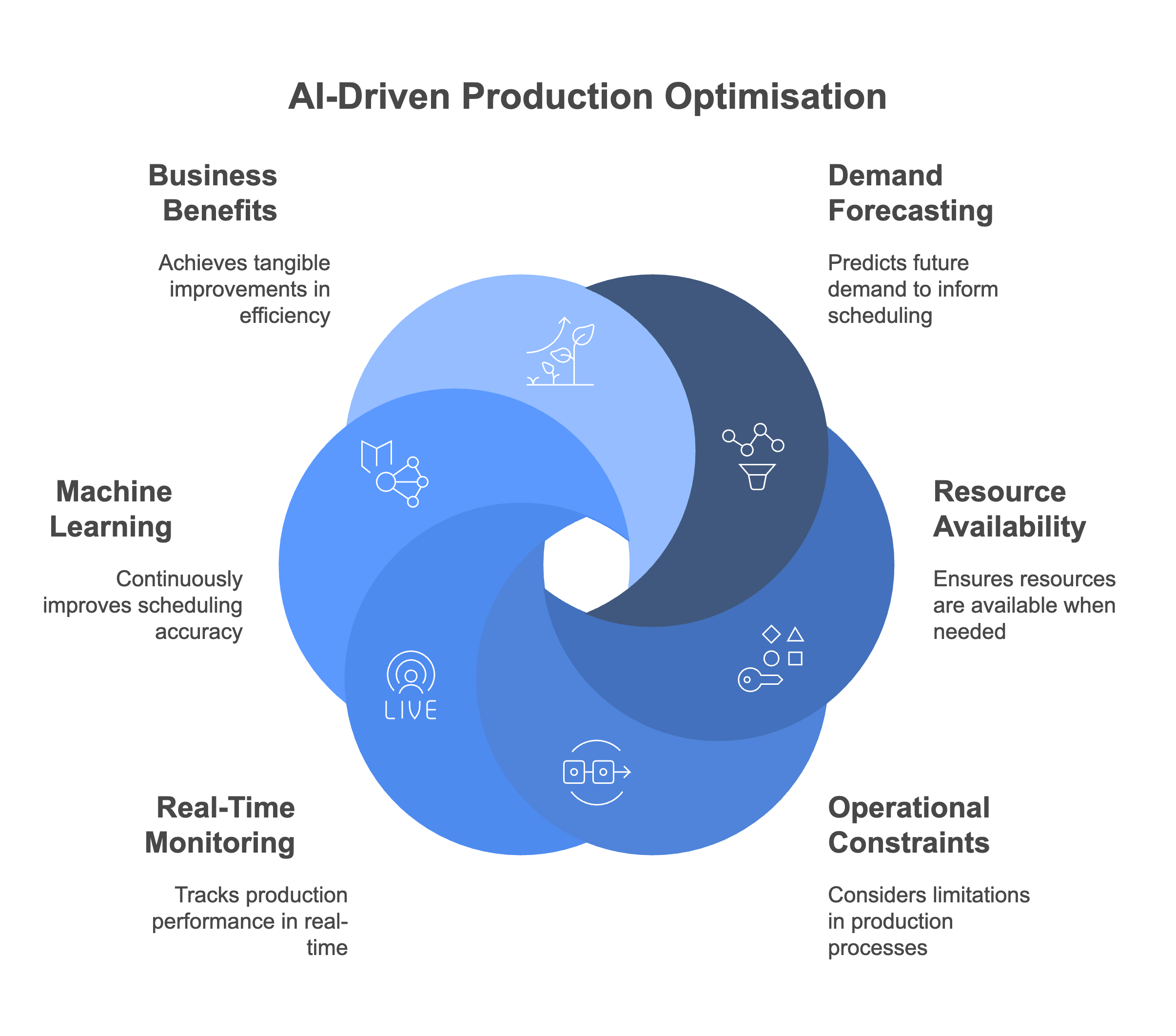
Intelligent Production Scheduling and Planning
AI-optimised production planning that dynamically adjusts schedules based on demand forecasts, resource availability, and operational constraints whilst continuously adapting to real-time conditions.
CHALLENGE WITHOUT AI
Traditional production scheduling relies on static plans that cannot adapt quickly to changing demand, supply disruptions, or equipment issues whilst manual processes are time-consuming and often suboptimal.
AI SOLUTION OPPORTUNITY
AI algorithms analyse demand forecasts, inventory levels, equipment capacity, and resource availability to generate optimal production schedules whilst machine learning models continuously improve scheduling accuracy.
IMPACTED CAPABILITIES
Production Planning and Scheduling, Demand Forecasting and Management, Resource Optimisation and Allocation, Supply Chain Coordination, Customer Order Management capabilities are enhanced through intelligent scheduling.
TANGIBLE BUSINESS BENEFITS
Delivery performance: Improvement in on-time delivery performance, increase in production throughput, and reduction in scheduling and planning time whilst optimised resource utilisation improves efficiency.
Operational efficiency: Reduced work-in-process inventory, improved customer satisfaction through reliable delivery, and enhanced ability to respond to urgent orders through flexible scheduling.
Equipment effectiveness: Improvement in overall equipment effectiveness and reduction in production cycle times whilst better planning enables more strategic resource allocation and capacity management.
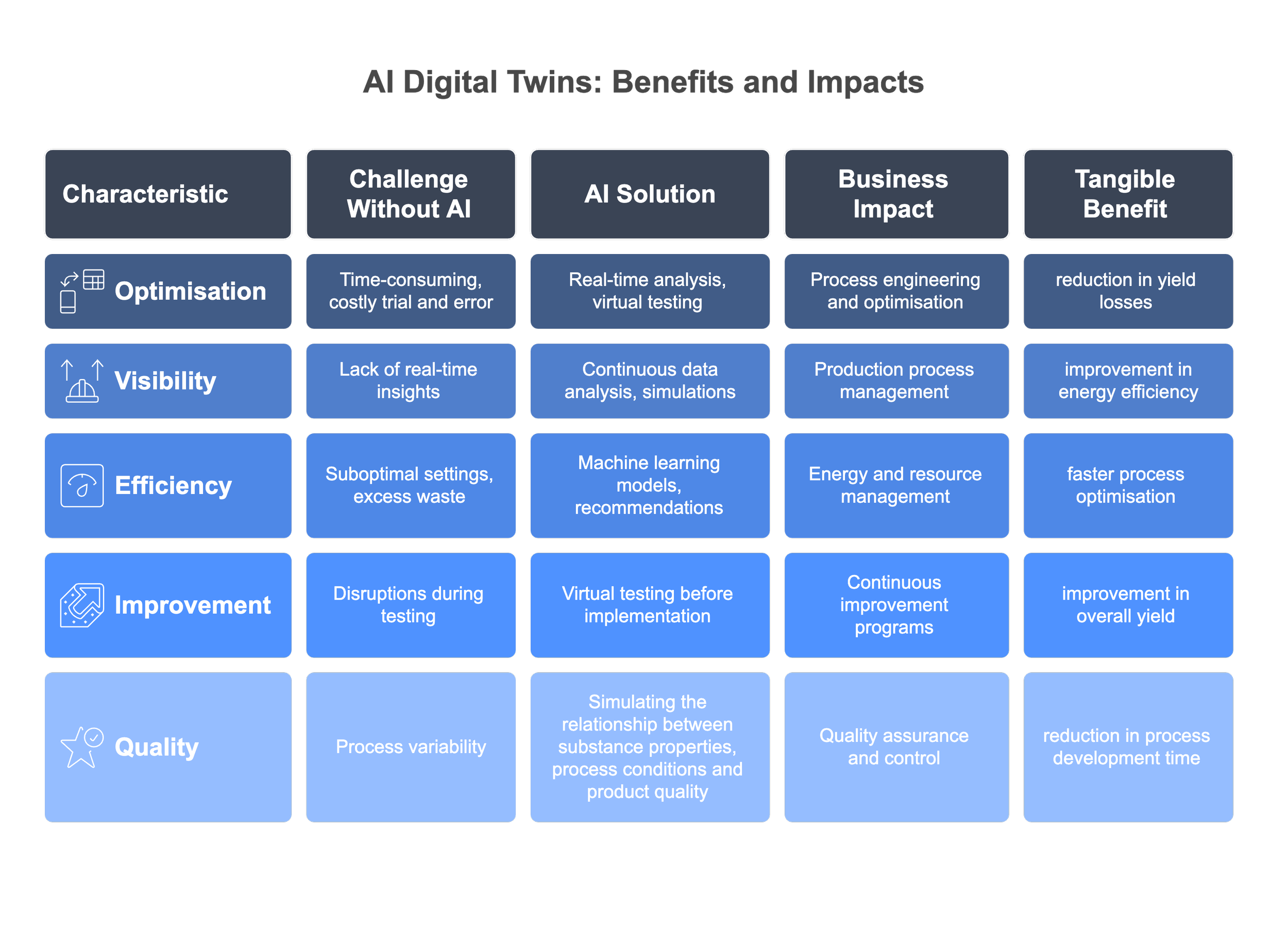
Process Optimisation Through AI-Powered Digital Twins
Virtual production environment modelling that enables real-time process optimisation and scenario testing for maximum efficiency whilst creating virtual replicas of production processes.
CHALLENGE WITHOUT AI
Complex manufacturing processes involve numerous variables that interact unpredictably whilst process engineers lack real-time visibility into optimal operating conditions and cannot quickly test improvements.
AI SOLUTION OPPORTUNITY
AI-powered digital twins create virtual replicas of production processes that continuously analyse real-time operational data to identify optimisation opportunities whilst machine learning algorithms model relationships automatically.
IMPACTED CAPABILITIES
Process Engineering and Optimisation, Production Process Management, Quality Assurance and Control, Energy and Resource Management, Continuous Improvement Programs capabilities are enhanced through virtual modelling.
TANGIBLE BUSINESS BENEFITS
Process efficiency: Reduction in process variability and reduction in yield losses and scrap rates whilst improvement in energy efficiency and faster process optimisation cycles.
Resource optimisation: Reduced raw material consumption and enhanced process understanding whilst improvement in overall yield and reduction in process development time through virtual testing.
Development acceleration: Virtual testing of process changes before implementation reduces risk and accelerates improvement initiatives whilst maintaining operational stability and quality standards.
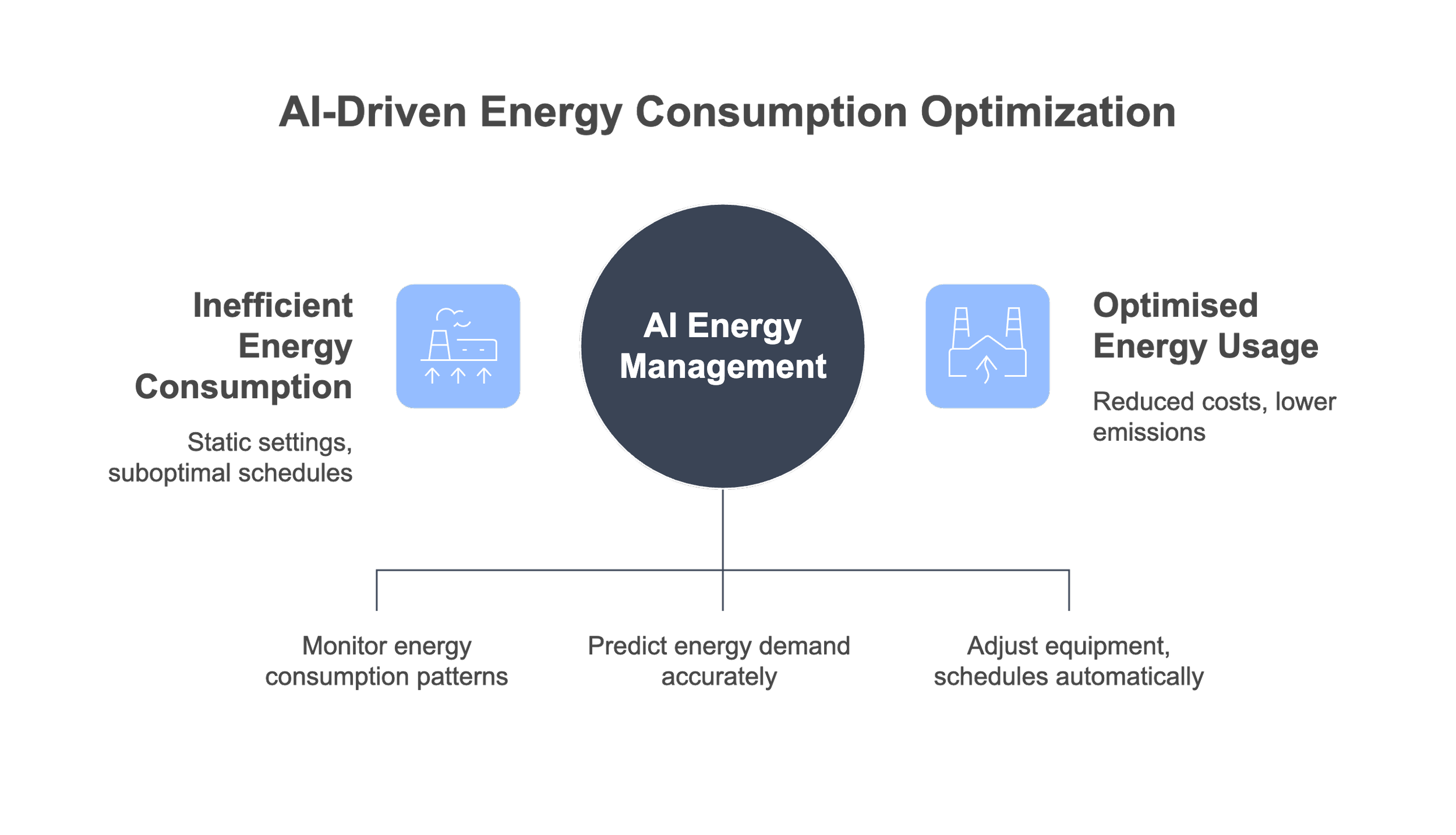
AI-Enhanced Energy and Resource Optimisation
Intelligent energy and resource management that continuously optimises consumption patterns to reduce costs and environmental impact whilst automatically adjusting equipment settings and production schedules.
CHALLENGE WITHOUT AI
Energy consumption in manufacturing operations is often inefficient due to static equipment settings whilst manual energy management cannot respond quickly to changing conditions.
AI SOLUTION OPPORTUNITY
AI algorithms continuously monitor energy consumption patterns, equipment performance, and production requirements to optimise energy usage in real-time whilst predicting demand and adjusting operations automatically.
IMPACTED CAPABILITIES
Energy and Utilities Management, Production Planning and Scheduling, Environmental Sustainability Management, Cost Management and Control, Resource Optimisation and Allocation capabilities are enhanced through intelligent optimisation.
TANGIBLE BUSINESS BENEFITS
Cost reduction: Reduction in energy consumption, decrease in utility costs, and significant improvements in carbon footprint reduction whilst maintaining or improving production performance.
Sustainability improvement: Improved sustainability metrics, reduced environmental compliance costs, and enhanced corporate reputation through responsible resource management and operational excellence.
Financial returns: Payback periods through energy cost savings whilst qualification for green financing and incentives provides additional financial benefits and competitive advantages.
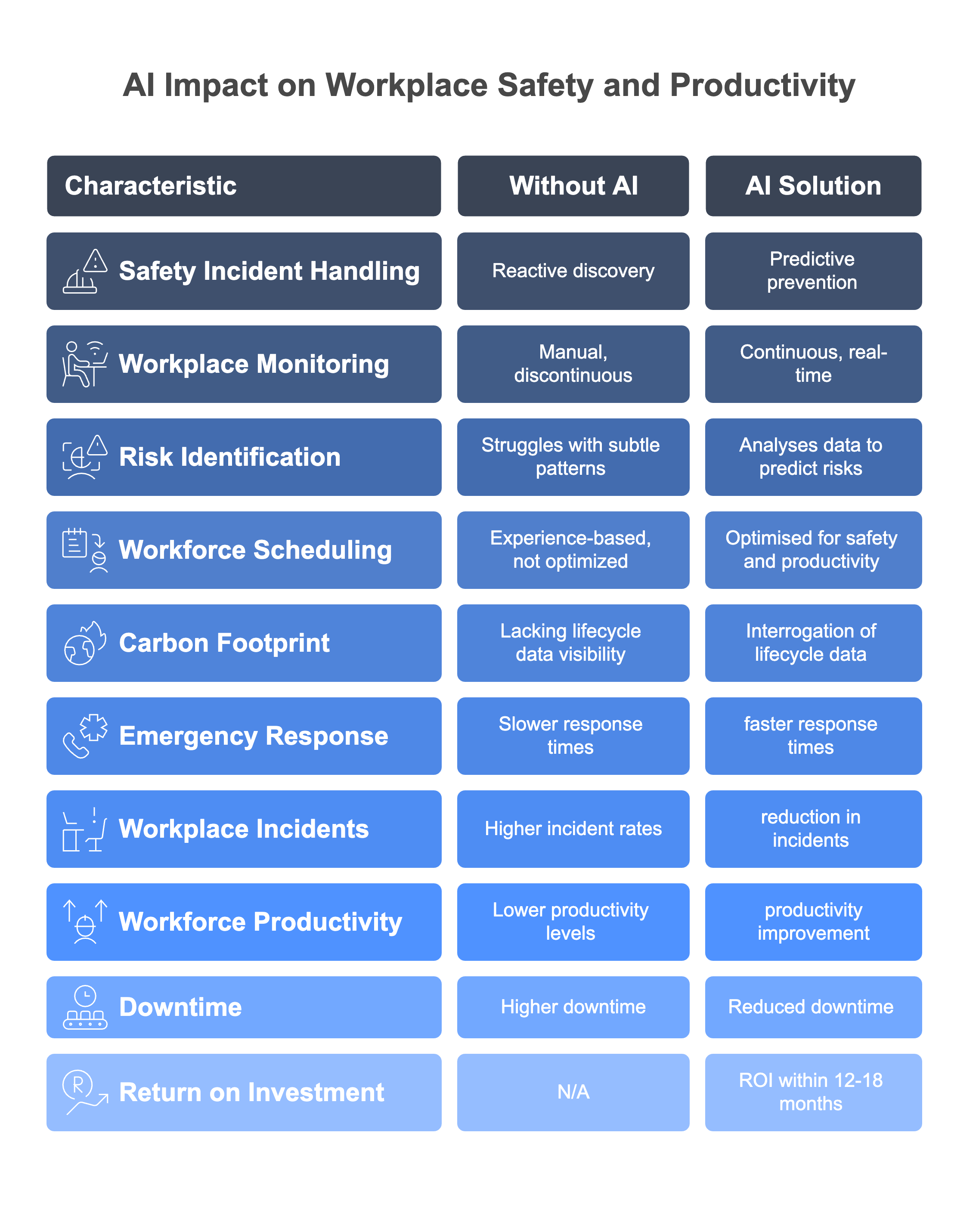
AI-Powered Safety and Workforce Optimisation
Intelligent safety monitoring and workforce optimisation that enhances worker protection whilst maximising human productivity and operational efficiency through continuous monitoring and predictive analytics.
CHALLENGE WITHOUT AI
Workplace safety incidents are often reactive discoveries whilst manual safety oversight cannot provide continuous coverage across all work areas and traditional approaches struggle with subtle risk patterns.
AI SOLUTION OPPORTUNITY
AI systems use computer vision and sensor networks to continuously monitor workplace conditions whilst machine learning algorithms analyse historical incident data to predict and prevent safety risks.
IMPACTED CAPABILITIES
Health, Safety, and Environmental Management, Workforce Planning and Management, Training and Development Programs, Risk Management and Compliance, Human Resources Management capabilities are enhanced through intelligent monitoring.
TANGIBLE BUSINESS BENEFITS
Safety improvement: Reduction in workplace incidents, faster emergency response times, and improvement in workforce productivity whilst reducing insurance costs and improving regulatory compliance.
Operational efficiency: Enhanced employee satisfaction and retention, reduced training costs through personalised programs, and better utilisation of workforce skills and capabilities through optimisation.
Performance enhancement: ROI through reduced incident costs and improved productivity whilst continuous monitoring provides real-time feedback and enables proactive safety management strategies.